This is the prescribed maintenance and lubrication procedure from the 1962 manual, which generally still applies today. Remember to always unplug your machine when performing maintenance and opening the headstock.
Maintenance and Lubrication
TUBULAR WAYS: Hard chrome plating requires an occasional cleaning with paint thinner followed by an application of paste wax rubbed to a polish. Be sure to protect tubes during any abrading operation. This same procedure should be followed wit
{kind=link}
1962 Manual, page 19
h extension table tubes, tailstock tubes and table tubes.
BENCH TUBES: These are corrosion proofed with a coating of clear lacquer. Under normal conditions this should last indefinitely. If lacquer surface is damaged, it should be repaired before metal is affected, (Use clear metal lacquer.)
QUILL: Lock quill in maximum extended position. Apply light coat of grease (Magna Lube) to rack teeth.
Place a few drops of oil on top surface of quill and run quill in and out several times to spread the oil.
BEARINGS: All Spindle bearing are grease sealed and require no lubrication for the life of the machine.
HEADREST LOCK HANDLE: Place a light coating of vaseline or grease on the cam surface. Occasionally. place a drop of oil on the threads.
RIP FENCE: Apply a few drops of machine oil on the threads of the rip fence lock rod.
ALL METAL SURFACES: An occasional application of paste wax, rubbed to a polish will keep the machine clean, protect the metal, and allow work to slide more smoothly.
Oiling Procedure
(for SHOPSMITH M5 sliding sheaves)
The SHOPSMITH Mark 5 speed changer relies on sliding sheaves to increase or decrease diameters of driving and driven pulleys for changing speed. These are precision, close-fit parts that require oiling for smooth movement of sliding sheaves.
GENERAL: Apply oil, as per directions, about every ten hours of actual running time. Use good-quality machine oil (SAE 10 weight). Special oil can is not required. Merely dip a wire or slender stick in oil and allow a few drops (about three) to drip into holes described. Before oiling, turn Speed-Dial to "Rout-Shape" range. Turn off switch.
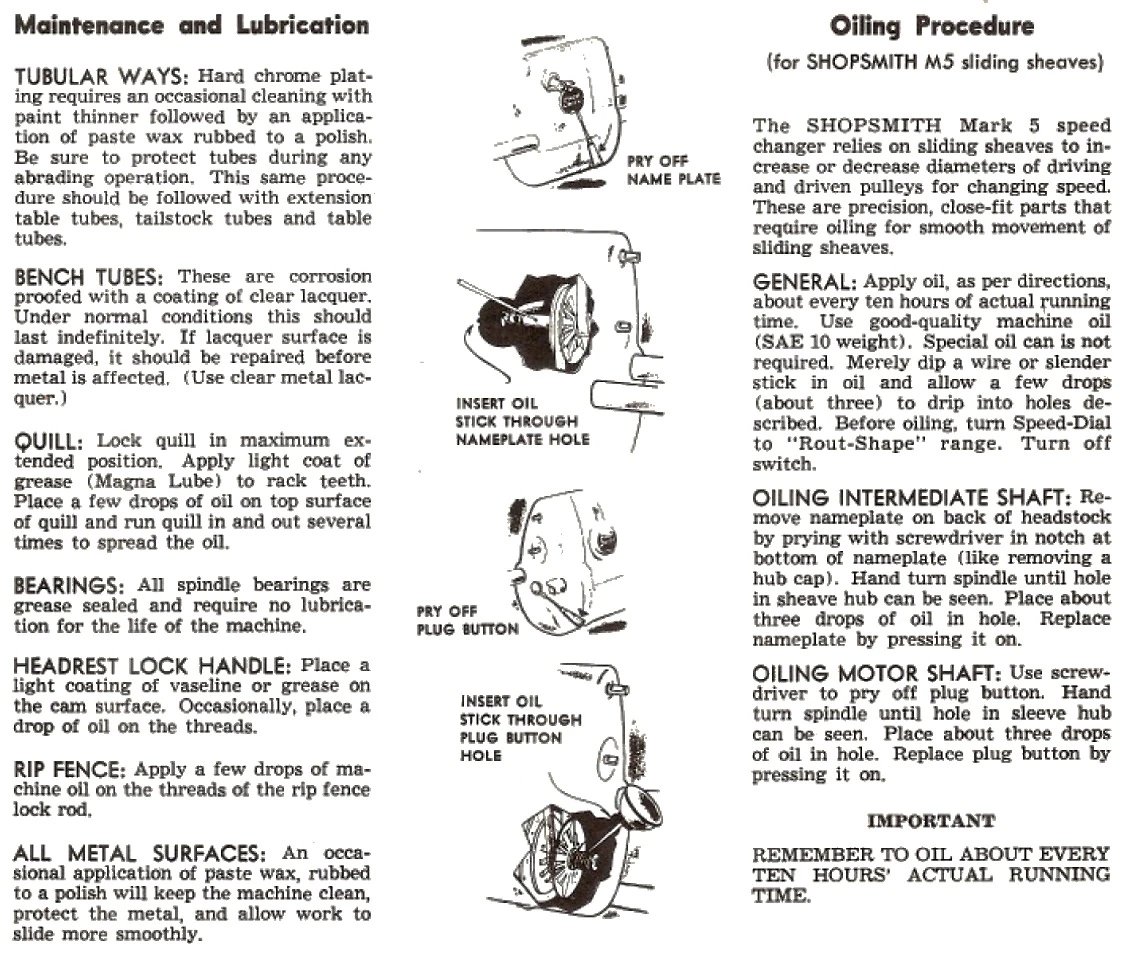
OILING INTERMEDIATE SHAFT: Re-move nameplate on back of headstock by prying with screw driver in notch at bottom of nameplate (like removing a hubcap). Hand turn spindle until hole in sheave hub can be seen. Place about three drops of oil in hole. Replace nameplate by pressing it on.
OILING MOTOR SHAFT: Use screw driver to pry off plug button. Hand turn spindle until hole in sleeve hub can be seen. Place about three drops of oil in hole. Replace plug button by pressing it on.
IMPORTANT
REMEMBER TO OIL ABOUT EVERY TEN HOURS’ ACTUAL RUNNING TIME.